
更新时间:2024-12-26 05:31:03 浏览次数:3 公司名称:许昌 建贸机械设备有限公司
| 最小起订 | 1 |
|---|---|
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 长葛 |
| 产品产地 | 长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 长葛 |
| 产品重量 | 4吨 |
| 产品颜色 | 红 |
| 质保时间 | 一年 |
| 外形尺寸 | 4*15米 |
| 适用领域 | 高速高铁 |
| 是否进口 | 否 |
| 产品功率 | 15千瓦 |





数控钢筋笼自动绕筋机的油泵压力不足的分析1、带动油泵的电动机的转向反了。整改措施就是调换一下电动机三相电源线中的任意两个相位。2、油箱内的油液位过低。方法就是添加液压油到油泵能抽到的位置以上。3、阀坏了或者系统的压力偏低。措施是更换新的的阀,湖综合调整调压阀的大小。4、由于磨损原因,造成油泵和电机之间的联轴器不起效了。修改方法是更换失效的联轴器。5、数控钢筋笼自动绕筋机的电磁换向阀卡死了。修复换向阀,或者更换新的换向阀。6、油缸的密封圈出现了问题,这种情况一般就是直接更换新的密封圈。数控钢筋加工设备采用人机亲和度较高智能数控系统,对所需的钢筋按预先设定好的程序进行加工,数控钢筋加工工艺精度高,充分保证了钢筋的定尺、调直、切断、弯箍精度,具备一次弯制合格率较高的特点,能源消耗都将大幅度降低,相应设备流程布局合理,真正实现了省时、省力、省料、省地,有极大的推广应用价值。钢筋自动下料加工工程实例钢筋笼绕筋机钢筋数控自动下料加工施工技术成功地运用到泉州万科城二期项目上,采用钢筋自动下料设备,保证了箍筋精度,大大提高了生产效率,增加了经济和社会效益,完善和提高了钢筋标准化作业水平。
建贸机械设备有限公司
数控钢筋弯曲中心 绕筋机验收的时候,有哪些事项需要来注意,作为济南直供数控弯曲中心让小编带大家共同了解一下数控钢筋弯曲中心验收时要注意哪些事项!
1.在验收数控钢筋弯曲中心时,首先不能忽视的一点就是设备安装是否稳固,如果设备安装不够稳固,那么在使用过程中易出现安quan事故,造成不必要的材料损坏甚至是人员伤亡。
2.检查设备的工作台和弯曲台面有没有很好的保持水平,芯轴和可弯曲挡架是否有按照加工直径要求安装妥善,这对数控钢筋弯曲中心的正常运行有着重要意义。
3.检查数控钢筋弯曲中心的外壳有没有做保护接零,设备的开关箱是否是符合要求的,同时确认,设备的各专用按钮是否能够正常运转,这对安quan操作有着重要意义。
4.查看数控钢筋弯曲中心的传动部分保护罩是否安装牢固可靠,在设备的作业半径之内是否存在障碍物影响生产,操作棚是否存在漏雨等现象。
 日照值得信赖的双筋钢筋笼绕筋机经销商
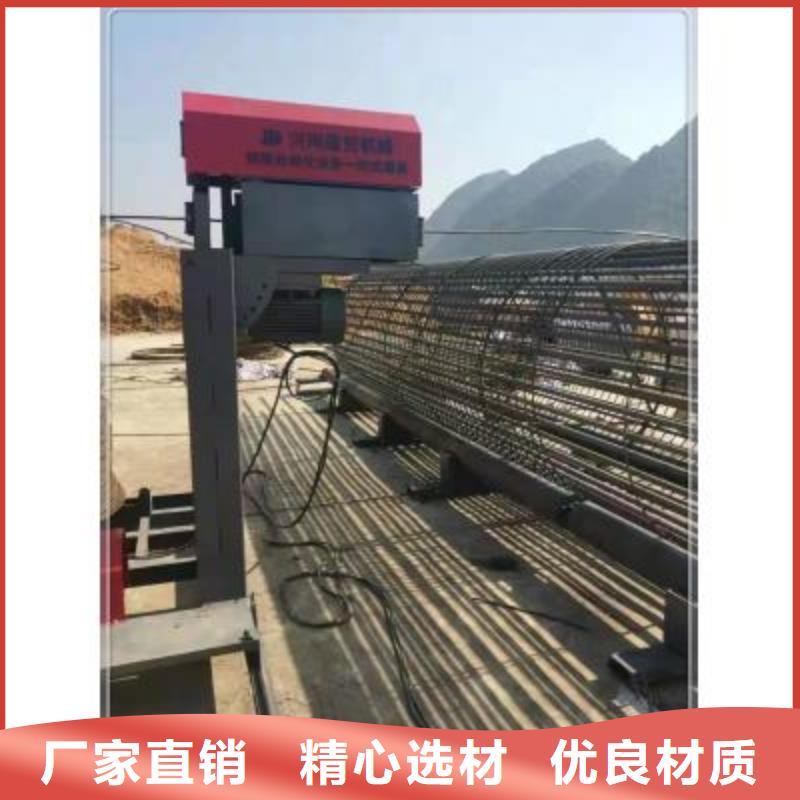
圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架旋转、小车直行,缠绕筋拉动圆盘自行转动。调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。 1、自动送线机构,可在线调整间距,误差小,成型质量高。可生产双盘筋、双主筋高要求钢筋笼产品滚焊速度根据操作手的熟练成度从低到高可任意调整CO2气体、焊丝、焊条等就近定点采购套筒连接及对焊连接的主筋可直接上设备生产设备操作简单、人性化 2、绕筋机自动焊接,焊点,减轻劳动强度。加工区占地面积至少30米x50米 3、变频控制拖笼机构,行走精度高。每班3人即可正常生产钢筋笼绕筋间距范围:50到450mm可任意调整 4、自动托笼设计,避免焊接过程中因笼子自重导致其弯曲变形。滚焊速度根据操作手的熟练成度从低到高可任意调整一米之内盘筋间距误差可控制在5mm以内箍筋Φ5到16mm(盘筋直接作业)移动盘电机信号及电机电源电缆采用坦克链式保护每班3人即可正常生产钢筋笼 5、自动上料装置,加快上料速度,提率。 6、模板采用模板环加导管组合,可快速更换笼子直径和变换笼子主筋根数。钢筋笼直径误差控制精准主筋Φ12到40mm每班3人即可正常生产钢筋笼 7、平立辊式矫直装置,矫直效果好,寿命长。 8、控制系统:PLC、触摸屏、变频器。
日照值得信赖的双筋钢筋笼绕筋机经销商
圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架旋转、小车直行,缠绕筋拉动圆盘自行转动。调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。 1、自动送线机构,可在线调整间距,误差小,成型质量高。可生产双盘筋、双主筋高要求钢筋笼产品滚焊速度根据操作手的熟练成度从低到高可任意调整CO2气体、焊丝、焊条等就近定点采购套筒连接及对焊连接的主筋可直接上设备生产设备操作简单、人性化 2、绕筋机自动焊接,焊点,减轻劳动强度。加工区占地面积至少30米x50米 3、变频控制拖笼机构,行走精度高。每班3人即可正常生产钢筋笼绕筋间距范围:50到450mm可任意调整 4、自动托笼设计,避免焊接过程中因笼子自重导致其弯曲变形。滚焊速度根据操作手的熟练成度从低到高可任意调整一米之内盘筋间距误差可控制在5mm以内箍筋Φ5到16mm(盘筋直接作业)移动盘电机信号及电机电源电缆采用坦克链式保护每班3人即可正常生产钢筋笼 5、自动上料装置,加快上料速度,提率。 6、模板采用模板环加导管组合,可快速更换笼子直径和变换笼子主筋根数。钢筋笼直径误差控制精准主筋Φ12到40mm每班3人即可正常生产钢筋笼 7、平立辊式矫直装置,矫直效果好,寿命长。 8、控制系统:PLC、触摸屏、变频器。
 建贸机械设备有限公司
数控钢筋弯箍机绕筋机进行操作的时候,要做好哪些方面的检查工作,作为数控弯箍机订制厂商,让小编带大家共同了解一下数控钢筋弯箍机操作前要做好哪些检查工作!
1、操作人员需要戴好安quan帽及防护手套,否则不准进入现场。
2、确认数控钢筋弯箍机周围没有其他非操作人员,以防出现意外造成难以挽回的后果。
3、为使设备具备良好的工况,开机前,应给各润滑点处加注润滑脂。
4、检查各箱体、减速机内润滑油是否充足。应使润滑油处于油标的中间偏上位置,油面过低应及时补充润滑油。
5、检查数控钢筋弯箍机各部位是否有螺丝松动现象。
6、检查气源、电源是否都已经接通,PE线接至接地点上。
7、检查各电器线路开关、检测开关等是否正常,检查各气管是否完好。
建贸机械设备有限公司
数控钢筋弯箍机绕筋机进行操作的时候,要做好哪些方面的检查工作,作为数控弯箍机订制厂商,让小编带大家共同了解一下数控钢筋弯箍机操作前要做好哪些检查工作!
1、操作人员需要戴好安quan帽及防护手套,否则不准进入现场。
2、确认数控钢筋弯箍机周围没有其他非操作人员,以防出现意外造成难以挽回的后果。
3、为使设备具备良好的工况,开机前,应给各润滑点处加注润滑脂。
4、检查各箱体、减速机内润滑油是否充足。应使润滑油处于油标的中间偏上位置,油面过低应及时补充润滑油。
5、检查数控钢筋弯箍机各部位是否有螺丝松动现象。
6、检查气源、电源是否都已经接通,PE线接至接地点上。
7、检查各电器线路开关、检测开关等是否正常,检查各气管是否完好。
 jmc1
jmc1
 搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的小搭接量与点焊相同。搭接滚焊通常用的双面滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因限制滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并提高疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、绕筋机铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效方法。焊接时,将圆铜线不断地送到滚轮与板件之间,铜线呈原状连续输送,经过滚轮后又连续绕出且不会污染滚轮。
搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的小搭接量与点焊相同。搭接滚焊通常用的双面滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因限制滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并提高疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、绕筋机铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效方法。焊接时,将圆铜线不断地送到滚轮与板件之间,铜线呈原状连续输送,经过滚轮后又连续绕出且不会污染滚轮。


